
ДИФФУЗИОННАЯ СВАРКА ТРУБ TEBO technics
В основе диффузионной сварки лежит процесс плавления материала свариваемых деталей, осуществляемый путем их нагревания и дальнейшего соединения с взаимным проникновением расплавленного материала (диффузией). Свариваемые детали должны быть из одного материала. Поскольку все изделия TEBO technics изготовлены из одного материала, фитинги и трубы могут соединяться между собой без ограничений. Нагрев соединяемых деталей производится на специальных аппаратах диффузионной сварки. Только при этом обеспечивается четкий контроль над температурой нагрева. После нагрева, когда поверхность соединяемых деталей начинает плавиться, детали прижимаются друг к другу с определенным усилием. Прочностные и другие физико-химические характеристики сварного шва у PP-R не отличаются от характеристик основного материала изделий TEBO technics, что гарантирует долговечность данного вида соединения элементов инженерных систем.Муфтовая сварка
При муфтовой сварке соединение двух труб происходит при помощи третьей детали — фитинга, а создание резьбовых и других стыковочных узлов происходит при помощи комбинированных фитингов, имеющих раструб. Для муфтовой сварки применяют ручные или стационарные аппараты со специальными насадками (метод сварки был описан выше).При муфтовой сварке необходимо соблюдать следующие правила:
- При начальном прогреве сварочного аппарата включать два ТЭНа. Температура выставляется 260 °C. Сварочный аппарат должен быть постоянно включен в течение всего процесса сварки. Нагрев начинается одновременно для двух деталей, время выдержки и размеры сварочного пояска приведены в таблице «Ориентировочные условия сварки полипропилена PP-R» (время нагрева деталей в таблице приведено для температуры воздуха 20°С, при более низких температурах и сильном ветре его необходимо увеличить).
-
При недогреве возникает возможность того, что детали не достигнут температуры вязкой пластичности. При этом сварное соединение будет очень ненадежным.
-
 При перегреве возникает возможность потери устойчивости формы и диструкции полипропилена. Трубу невозможно будет ввести в фитинг, а при увеличении усилия края трубы подогнутся внутрь или сомнутся. Соединение получится с заужением диаметра. Время остывания необходимо выдержать, особенно для труб с тонкими стенками. Поворот деталей во время остывания недопустим. Соединение с неправильным взаимным расположением трубы и фитинга подлежит только одному способу исправления — неправильно соединенный фитинг вырезается. Надо быть особенно внимательным при сварке элементов, для которых важно позиционное положение: уголки, тройники, шаровые краны. Последние надо вварить так, чтобы ручка могла свободно перемещаться во все положения.
При перегреве возникает возможность потери устойчивости формы и диструкции полипропилена. Трубу невозможно будет ввести в фитинг, а при увеличении усилия края трубы подогнутся внутрь или сомнутся. Соединение получится с заужением диаметра. Время остывания необходимо выдержать, особенно для труб с тонкими стенками. Поворот деталей во время остывания недопустим. Соединение с неправильным взаимным расположением трубы и фитинга подлежит только одному способу исправления — неправильно соединенный фитинг вырезается. Надо быть особенно внимательным при сварке элементов, для которых важно позиционное положение: уголки, тройники, шаровые краны. Последние надо вварить так, чтобы ручка могла свободно перемещаться во все положения.
|
Диаметр трубы, мм |
Ширина сварочного пояса, мм |
Время Нагрева, с |
Технологическая пауза (время соединения), с |
Время остывания, мин. |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
ОСОБЕННОСТИ СВАРКИ АРМИРОВАННОЙ АЛЮМИНИЕМ (PP-R-AL-PP-R) ТРУБЫ
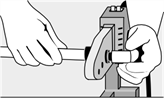
Перед сваркой с трубы SDR6 удаляется наружный слой полипропилена, слой алюминиевой фольги. Лучше всего это делать при помощи специального зачистного инструмента (шейвера) FORA.Внимание! Ножи на шейвере должны быть выставлены так, чтобы снимать фольгу полностью. Ножи установлены в заводских условиях правильно, однако в процессе эксплуатации их установка может быть самостоятельно откорректирована крепежными винтами.
Диаметр полипропилена подобран так, что он оптимально сопрягается с нагревателем сварочного аппарата, образуя правильный грат. При отсутствии грата надежность соединения не гарантируется. Сварочный аппарат нагревается до 260 °С. Когда погаснет контрольный индикатор, можно начинать процесс сварки.
Трубы нужной длины должны быть отрезаны в размер перпендикулярно продольной оси трубы. Отмерять глубину сварки следует от торца трубы. Рекомендуется заранее отметить глубину сварки.
Соединяемые поверхности труб и фитингов сначала следует очистить. Если необходимо, подлежащие сварке детали надо протереть чистой тряпкой. Следует удалить наружный слой полипропилена и алюминиевую фольгу специальным зачистным инструментом (шейвером).
Трубы и фитинги должны быть нагреты одновременно и сразу после нагрева труба должна быть вставлена в фитинг на глубину сварочного пояска.

Запрещается поворачивать соединенные детали. После каждого использования сварочный аппарат нужно очистить от остатков полипропилена.
Труба, армированная стекловолокном, не требует зачистки перед сваркой, и процесс сварки производится как для неармированной полипропиленовой трубы (PP-R). Труба с центральной армировкой алюминиевой фольгой
типа Masterpipe® шейвером не зачищается, а сваривается специальной универсальной насадкой FORA.
ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙПРИ СВАРКЕ ТРУБ И ФИТИНГОВ TEBO technics

- Установить на терморегуляторе сварочного аппарата температуру 260°С.
- Закрепить струбцину на рабочее место.
- Установить сварочный аппарат на струбцину и закрепить сварочные насадки на аппарат.
- Закрепить аппарат на струбцине.
- Включить сварочный аппарат в электрическую сеть и нажать клавиши включения аппарата.
- Отрезать полипропиленовую трубу до необходимого размера.
- Зачистить алюминиевый слой с трубы (если сваривается армированная полипропиленовая труба).
- Обезжирить зону сварки на конце трубы.
- Обезжирить сварочный поясок фитинга.
- Измерить длину свариваемой зоны на конце трубы.
- Отметить длину свариваемой зоны на конце трубы.
- Проконтролировать готовность аппарата к сварке и одновременно поднести трубу и фитинг к насадкам сварочного аппарата.
- Одновременно ввести трубу и фитинг в насадки сварочного аппарата до отметки на трубе. Выдержать время нагрева трубы и фитинга на насадках.
- Одновременно вынуть трубу и фитинг с насадок и выполнить сварку, ввести трубу в фитинг до упора.
- Проконтролировать качество сварки.
ОБОРУДОВАНИЕ ДЛЯ МОНТАЖА FORA
Сварочные аппараты, FORA FW1500, FORA Mini предназначены для выполнения раструбной диффузионной сварки полипропиленовых труб и фитингов диаметром от 20 до 63 мм
предназначены для выполнения раструбной диффузионной сварки полипропиленовых труб и фитингов диаметром от 20 до 63 мм
ПРЕИМУЩЕСТВА СВАРОЧНОГО АППАРАТА FORA:
- крепление сварочного аппарата в кейсе воротниковой гайкой, что исключает его механические повреждения при транспортировке.
- надежные замки кейса
- надежный трехжильный кабель с медными многопроволочными жилами в термостойкой изоляции с сечением провода 1 мм2
- терморегулятор с широким диапазоном сварочных температур для различных полимеров
- улучшенная защита с применением качественной изоляции датчиков термостата и других элементов
- надежная фиксация кабеля в ручке сварочного аппарата
НАСАДКИ НА СВАРОЧНЫЙ ИНСТРУМЕНТ
 Насадки являются важным элементом сварочного аппарата. От их качества в наибольшей степени зависит результат работы. Насадки, входящие в стандартный комплект сварочного оборудования FORA, в зависимости от модели, предназначены для монтажа труб диаметром от 20 до 63 мм. Насадки имеют тефлоновое антипригарное покрытие. Необходимо следить за чистотой и целостностью тефлонового покрытия. В холодном состоянии очистка насадок от налипшего слоя термопласта недопустима. В горячем состоянии насадка очищается при помощи брезентовой ветоши или деревянными скребками. Наличие налипшего полимера говорит о том, что в результате эксплуатации тефлоновое покрытие стерлось и необходимо поменять насадку
Насадки являются важным элементом сварочного аппарата. От их качества в наибольшей степени зависит результат работы. Насадки, входящие в стандартный комплект сварочного оборудования FORA, в зависимости от модели, предназначены для монтажа труб диаметром от 20 до 63 мм. Насадки имеют тефлоновое антипригарное покрытие. Необходимо следить за чистотой и целостностью тефлонового покрытия. В холодном состоянии очистка насадок от налипшего слоя термопласта недопустима. В горячем состоянии насадка очищается при помощи брезентовой ветоши или деревянными скребками. Наличие налипшего полимера говорит о том, что в результате эксплуатации тефлоновое покрытие стерлось и необходимо поменять насадку ПРИСОЕДИНЕНИЕ НАСАДОК
Сварочные насадки необходимых диаметров рекомендуется установить до нагрева аппарата. Место расположения насадки на нагревателе не имеет значения с точки зрения равномерности нагрева. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставятся насадки, необходимые для работы «на стене», то есть на монтируемой ветви трубопровода. Все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на струбцине), лучше собирать отдельно. Качество соединений зависит от удобства выполнения технологических приемов. Сварку в неудобных местах желательно производить с помощником.
Для сварки труб с центральной армировкой алюминием типа Master pipe®, а также для всех труб ТЕВО technics предлагаем специальные сварочные насадки FORA.
На рисунке представлена специальная сварочная насадка и изображение сварочной насадки и трубы (в разрезе). Указанная сварочная насадка позволяет сварить трубу с центральной армировкой алюминиевой фольгой и без использования «торцевателя» и позволяет в процессе сварки закрыть алюминиевую фольгу полипропиленом и исключить контакт алюминия и теплоносителя, препятствуя разрушению трубы.
НОЖНИЦЫ FORA ДЛЯ РЕЗКИ ТРУБ
Ножницы FORA предназначены для быстрой и точной резки пластиковых труб (PP-R, PE-X, PE-X-AL-PE-X) диаметром до 63 мм
ДОСТОИНСТВА:

- корпус из легкого прочного алюминиевого сплава
- удобная обрезиненная ручка
- лезвие из нержавеющей стали
- информативная блистер-упаковка
- простой и надежный возврат режущего лезвия в начальное положение
- усиленное крепление передаточного механизма и ножа к рукояти
ЗАЧИСТНОЙ ИНСТРУМЕНТ FORA
Перед сваркой PP-R труб, армированных алюминием, необходимо снять верхний слой из полипропилена и алюминия в области сварки. Для этого используется специальный зачистной инструмент. Зачистной инструмент FORA надежен, прост и удобен в применении. Регулируемые по глубине резцы обеспечивают быструю и качественную зачистку труб. В зависимости от ситуации можно использовать зачистки двух видов: ручные, под дрель или шуруповерт.
- Не использовать резьбовые детали с коническими резьбами (бывают на чугунных фитингах и на фитингах клеевого ПВХ).
- Применять уплотняющие материалы, не создающие толстого слоя при намотке. Оптимальными уплотнителями являются ФУМ-лента, подмоточная нить, лен с уплотняющей пастой. При монтаже систем отопления рекомендуется применение подмоточных нитей, поскольку они покрыты специальным составом, который после полимеризации дополнительно герметизирует стык.
- Усилия затяжки должны быть регламентированы соответствующими нормами. Соединять комбинированные фитинги только со стандартными цилиндрическими трубными резьбами надлежащего качества. При избыточном усилии возможно вырывание металлической вставки из заделки в корпусе муфты. При наличии шестигранника на металлической вставке удержание детали производится только за него. В связи с этим необходимо использовать динамометрические ключи или ключи соответствующего размера.
- Монтаж полипропиленового трубопровода проводится с учетом температурных деформаций при эксплуатации. Это связано с большим по отношению к стальным трубам коэффициентом температурного расширения полипропилена. Необходимо устанавливать минимальное количество фиксирующих опор (металлические зажимные хомуты); количество скользящих опор (клипсы) должно быть ограничено. Интервал между опорами, как правило, около 1 м. (более точно см. СП40-101-96, табл. 2.1). На больших (длиной от 3 м) прогонах необходимо либо делать сварные компенсационные колена, либо ставить готовые кольцевые компенсаторы. Последние исключают образование внутренних напряжений от тепловых деформаций, если правильно рассчитана их компенсационная способность. Для систем холодного трубопровода проводка не имеет особенностей, по сравнению с любыми другими видами пластиковых и металлических трубопроводов.
- Для полипропиленовых труб возможно замерзание воды вследствие высокой эластичности стенок. Элементы трубопроводной арматуры—краны и комбинированные фитинги не допускают замерзания в них воды, следовательно, все же необходим слив сезонного трубопровода. Замерзание воды в трубопроводах следует рассматривать как аварийную ситуацию.
- При монтаже трубопроводов необходимо соблюдать правило сохранения постоянного прохода и в магистральных линиях не применять элементы, имеющие конструктивное заужение.
- При монтаже магистралей для агрессивных сред нужно применять изделия, не имеющие металлических элементов.
ПРОКЛАДКА И МОНТАЖ ТРУБ
- Монтаж трубопроводов из PP-R имеет свои особенности, по сравнению с другими видами труб. В трубопроводах из PP-R соединение на сварке практически не снижает надежности трубопровода, количество соединительных и установочных элементов при соблюдении всех правил сварки не имеет значения. Коэффициенты сопротивления фитингов из пластмассы ниже, чем у чугунных, запорная арматура отличается высокой надежностью, усилия от затяжки резьб отсутствуют.
- Нет опасных процессов электродуговой сварки, исключаемых для деревянных зданий.
- Вопрос теплового расширения во многом решается правильным использованием опор и выбором конфигурации трубопровода. Одним из общих правил монтажа является стремление создать как можно более гибкую эластичную систему с минимумом жестких коротких узлов, имеющих малую способность к деформации.
- При размещении труб на стенах и потолках не рекомендуется использовать неподвижные опоры. Неподвижные опоры, как правило, фиксируют тяжелые трубные узлы или тяжелые элементы трубопровода, не имеющие собственных креплений (например, фильтры или краны). Для потолочных креплений хорошим решением являются подвижные опоры.
- При монтаже, транспортировке и складировании труб в условиях отрицательных температур необходимо исключить ударные нагрузки и снизить допустимые деформации.
- Подземная прокладка трубопроводов допускается по соображениям как химической, так и механической прочности. Воздействие грунта и грунтовых вод не приводит к снижению срока службы трубопровода. Необходимо беречь пластиковую трубу от механических повреждений при укладке в грунт и в процессе эксплуатации.
Прокладка труб для подачи холодной воды
Если температура эксплуатации не отличается от температуры установки более чем на 20°С, никаких дополнительных мероприятий, по сравнению с прокладкой труб из других видов материалов, осуществлять не нужно. Тем не менее, рекомендуется использовать подвижные пластиковые опоры с интервалом 20–30 диаметров трубы.
Прокладка труб для подачи горячей воды
- Прокладка по стене или в открытых шахтах осуществляется с использованием сильфонных стальных компенсаторов, петлеобразных или П-образных полипропиленовых компенсаторов, в соответствии с ранее изложенными требованиями
- Вокруг колен и тройников на вертикально и горизонтально расположенных трубах, установленных «в стене» под штукатуркой, следует оставлять пространство 3–4 см. Поскольку движение трубы происходит в осевом направлении, необходимо обеспечить свободное пространство до ближайшего препятствия для систем горячего водоснабжения не менее 7 мм на каждый метр длины прямолинейного участка
-
При размещении труб в штробе необходимо обеспечить зазор в стене не менее 70% от диаметра трубы на данном участке. Зазор должен быть симметричным по обе стороны от трубы. Это возможно сделать несколькими способами — например, прокладка в специальной трубчатой изоляции (может быть рекомендована для диаметра 25 мм в системе горячей воды, толщина изоляции — 9 мм)
Рекомендуется создание центрирующих опор из строительной пены или цементного раствора, поддерживающих трубу в штробе. Сама штроба в последнем случае не заливается, а закрывается накладной пластиной. Допускается замоноличивание, прокладка в стене или в канале из гофрированной ПВХ трубы. В случае если на компенсируемом участке имеются боковые отводы, на расстоянии не менее 1 м от соединения должен быть обеспечен зазор в направлении предполагаемого удлинения трубы, равный этому удлинению.
ПРАВИЛА, КОТОРЫЕ СЛЕДУЕТ СОБЛЮДАТЬ ПРИ ПРОКЛАДКЕ АРМИРОВАННОЙ ТРУБЫ
Армированная труба имеет удлинение в 5 раз меньше, чем неармированная. Поэтому необходимость в температурных компенсаторах значительно меньше. Но для систем трубопроводов с большими длинами рекомендуется прокладка армированной трубы в штробу в специальном футляре в системах центрального отопления (высоко- и среднетемпературное отопление). В системах низкотемпературного отопления (тёплый пол) прокладка производится без футляра.
УСТАНОВКА ТРУБ В ШАХТАХ
При организации вводов на этаж от стояка, находящегося в шахте, нужно:
- либо зафиксировать участок стояка, на котором делается ввод, двумя неподвижными опорами. Участок между опорами должен быть не более 3 м в длину;
- либо дать возможность вводу свободно пройти на этаж через расширенное отверстие;
- либо создать специальное компенсационное колено, трансформирующее изгибные деформации в деформации кручения, которые можно «отыграть» при достаточно большой длине участка ввода;
- либо установить в перекрытии сильфонный стальной компенсатор.
КОМПЕНСАЦИЯ ТЕМПЕРАТУРНОГО РАСШИРЕНИЯ ТРУБ PP-R
Расчетная схема Г-образного компенсатора:
НО — неподвижная опора;
СО — скользящая опора;
L пруж. уч. — длина пружинящего
участка от оси трубы до края неподвижной опоры, мм;
ΔL — увеличение длины горизонтального участка трубопровода при нагреве, мм;
L но — расстояние между краями неподвижных опор, мм;
L со — расстояние между краем неподвижной и центром скользящей опоры, а также между центрами скользящих опор, мм.
В целях устранения разночтений предлагается производить отсчет пружинящей длины от оси горизонтального участка трубопровода:
L пруж. уч.=k x √D x ΔL, где:
L пруж. уч. — длина пружинящего участка, мм;
k — константа, характеризующая упругие свойства трубы = 25;
D — наружный диаметр трубы, мм;
ΔL — увеличение длины участка трубопровода при нагреве, мм.
Расчет Г-образного компенсатора выполняется в следующей последовательности: сначала определяется величина теплового удлинения расчетного участка, затем вычисляется необходимая длина перпендикулярного к нему пружинящего участка.
Расчетная схема П и U-образного компенсатора:
НО — неподвижная опора;
СО — скользящая опора;
L пруж. уч. — длина пружинящего участка от оси трубы до края неподвижной опоры, мм;
b — ширина компенсатора (вставка), расстояние между осями колен, мм;
ΔL1, ΔL2 — увеличение длин горизонтальных участков трубопроводов при нагреве, мм;
L но — расстояние между краями неподвижных опор, мм;
L со — расстояние между центром скользящей опоры и осью колена трубы, мм;
L со1, L со2 — расстояние между краем неподвижной опоры и краем скользящей опоры, мм.
При решении тепловой компенсации участка трубопровода с использованием трубного П-образного компенсатора можно применить два приема его расположения между неподвижными опорами:
- срединное (точно посередине) размещение между опорами, при котором длины обеих расположенных в обе стороны от него ветвей трубопроводов равны, т.е. получается конструкция равноплечевого компенсатора;
- смещенное размещение, возникающее при проектных решениях, когда длины ветвей трубопроводов в силу конструктивных особенностей объекта и трассировки трубопровода оказываются различными, т.е. получается конструкция разноплечевого компенсатора.
В первом случае расчета величина ΔL равна для обеих ветвей трубопровода и общее удлинение равняется
ΔL общ.=2 ΔL
Во втором случае величина ΔL расчитывается независимо для каждой ветви и удлинение составляет сумму вычислительных удлинений:
ΔL общ.= ΔL лев. + ΔL прав., где:
ΔL прав.= ΔL со2 + ΔL со
Ширина компенсатора b (вставка), независимо от длины его ветвей, назначается конструктивно и составляет величину, равную 11-13D нар. Вставка всегда крепится посередине хомутом (жесткое крепление).
Тепловое удлинение ΔL общ. расчетных участков трубопроводов плюс некоторый гарантированный зазор между сблизившимися верхними деталями компенсатора (примерно 150 мм) не должны превышать ширину компенсатора. В противном случае следует уменьшить расстояние между неподвижными опорами расчетных участков. Расчет П-образного компенсатора ведется аналогично расчету Г-образного. Если конструктивные размеры трубных Г- и П-образных компенсаторов принимаются по расчету, то О-образные компенсаторы для различных диаметров пластмассовых труб выпускаются с фиксированными значениями их геометрических размеров.
НО — неподвижная опора;
СО — скользящая опора;
D нар. — наружный диаметр трубы, мм;
b — расстояние между стенками компенсатора по внутреннему диаметру, мм;
L но — расстояние между краями неподвижных опор, ммСИЛЫ, ДЕЙСТВУЮЩИЕ НА ОПОРЫ
Вследствие теплового расширения участка трубы, находящегося между двумя неподвижными опорами, на каждую из них действует нагрузка.Величины расчетных нагрузок при различных температурах монтажа (исходная температура) приведены в табл. 8
ЗАЩИТА ТРУБОПРОВОДОВ С ХОЛОДНОЙ ВОДОЙ
Нормативные параметры теплопроводности и теплопотерь для трубопроводов холодной воды указаны в DIN 1988, часть 2 (защита от мороза и высоких температур). В приведенной ниже таблицы указаны минимальные значения толщины теплоизоляции с коэффициентом теплопроводности =0,040 вт/м °СПОДГОТОВКА СОБРАННОГО ТРУБОПРОВОДА К ЭКСПЛУАТАЦИИ ОЧИСТКА ПОСЛЕ МОНТАЖА
После монтажа трубопровода необходимо промыть его от возможных частиц стружки и от производственной (или складской) пыли внутри трубопровода. Желательно делать это при открытых шаровых и спускных кранах. Сброс промывной воды происходит в канализацию. Нормативы промывки приведены в DIN 1988, «Водоснабжение и канализация» СНиП 02.08.01-89.Очистка системы труб описана в специальном разделе норм. Очистка производится путем подачи в трубы смеси воды и воздуха под давлением.
- гарантированная безопасность питьевой воды;
- отсутствие дефектов труб;
- проверка арматуры перед использованием; не допускается никаких дефектов;
- проверка труб для гарантии чистоты их внутренних поверхностей
- прочистка водой;
- промывка смесью воды и воздуха.
При выборе метода очистки следует руководствоваться требованиями изготовителя и покупателя, а также рекомендациями установщика. Для установок питьевой воды достаточно промывки, соответствующей DIN 1988. При монтаже инженерных систем из труб TEBO technics не используется клей, жидкость и т.п. Поэтому система остается чистой в ходе монтажа
Если трубопровод собран в системе отопления, его испытание проходит в соответствии со СНиП 3.05.01-85 (2000) «Внутренние санитарно-технические системы» п.4.6. Испытание водяных систем отопления и теплоснабжения должно производиться при отключенных котлах и расширительных сосудах гидростатическим методом давлением, равным 1,5 рабочего давления, но не менее 0,2 МПа (2 кгс/см2) в самой нижней точке системы.
Испытание системы отопления при отрицательных температурах проводится в соответствии со СНиП 3.05.01-85(2000), п.4.8. Все трубопроводы для питьевой воды подлежат контрольным испытаниям в соответствии со СНиП 3.05.01-85 п. 4.4. Перед испытанием все открытые концы труб должны быть заглушены.
Смесители, используемые в бытовых системах, и другие элементы (например, гибкие подводки) могут быть не рассчитаны на данное давление, и их следует присоединять только после испытания системы TEBO technics.
Система заполняется водой, начиная с нижней точки. В верхней точке организуется воздухоспускной клапан или оставляется открытый конец, который заглушается после заполнения системы.
Первичный тест проводится при давлении, на 50% большем, чем номинальное. Давление поднимается от номинала несколько раз через 10 минут с выдержкой в течение 30 мин.
Во время испытаний не допускается падение давления на величину более чем 0,6 бар и утечка воды.
По окончании первичного теста следует начинать основной тест. Основной тест проводится в течение 2 часов при давлении, которое отличается от давления первичного теста не более чем на 0,2 бар.
Окончательный тест состоит в следующем — для труб SDR11 (SDR6) проводится ступенчатое повышение давления от 1 до 10 атм (20 атм), с временным интервалом 5 минут (выдержка по каждой ступени — 5 минут) с интервалом изменения давления 1–2 атм.
Во время тестов не должно быть течи. Датчик давления (манометр) должен быть установлен в самой нижней точке системы (там, где складываются гидростатическое и динамическое давления).
Результаты контрольного испытания:
Фиксируются в протоколе с указанием для каждого теста временных интервалов, испытательных давлений в начале интервала и в конце. Протокол подписывается заинтересованными сторонами.
УСЛОВИЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ
Согласно ГОСТ 32415-2013 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия». Пункт 9.: «Условия хранения труб и фитингов — по ГОСТ 15150 в условиях 5 (ОЖ4). Допускается хранение труб в условиях 8 (ОЖ3) не более 6 мес.». Таким образом, диапазон температур хранения PP-R составляет от +50 до –50°С. См. ниже в графе «Основное» 5 и 8. Необходимо учитывать требование п.9.2 ГОСТ Р 52134-2003: «Хранение должно осуществляться без механических нагрузок».ГИДРАВЛИЧЕСКИЙ РАСЧЕТ НЕОБХОДИМОГО ДИАМЕТРА ТРУБ
В стандарте DIN 1988 даются основные указания для подбора диаметров труб и требования к проходному сечению труб. Расчет необходимого диаметра труб связан с потерями давления в трубопроводе. В свою очередь, потери давления связаны с диаметром трубы, длиной, коэффициентом трения, объемным расходом воды. Объемный расход воды
и размеры сечения трубы непосредственно связаны со скоростью потока.
Для расчета скорости потока основой является коэффициент потока. Параметры потока вычисляются в соответствии с DIN 1988 T3.
Для уменьшения шума при движении и для создания потока с наименьшими кавитационными свойствами скорость движения воды необходимо ограничивать. Не следует при требуемых больших расходах применять малые диаметры труб.ГИДРАВЛИЧЕСКИЙ РАСЧЕТ СИСТЕМЫ ОТОПЛЕНИЯ И ВОДОСНАБЖЕНИЯ
Параметры трубопроводной системы для подачи питьевой воды в здании могут быть определены расчетом. Обновленная версия DIN 1988 предлагает как упрощенный, так и подробный способы вычислений.Упрощенный расчет подходит для различных трубопроводных систем. Упрощенный расчет приведен также в СП 40-101-96, разд. 2.3–2.5
В подробном способе вычислений расчет учитывает все фитинги и трубы, имеющиеся в системе. Этот способ наиболее приближен к реальным рабочим условиям. При расчете необходимо помнить, что трубы PP-R обозначаются по внешнему диаметру, табл. 11.
Для вычисления размеров труб необходимы следующие данные:
- Пределы коррекции клапана редуктора высокого давления при повышении или снижении давления.
- Геодезическая разность уровней.
-
Минимальное допустимое давление для включенных в водопровод приборов (например, водонагревателей). Потери давления в трубопроводе (из-за трения, турбулентности и т.д.). В табл. 12 приведены данные по коэффициенту потери давления R (мбар/м) и скорости потока V в зависимости от объемного расхода V’ (л/c) и внутреннего диаметра трубы d для полипропиленовых труб SDR11 при температуре воды +20 °С .
-
Потери давления на разветвлениях, поворотах, переходах трубопровода, на трубопроводной арматуре (табл. 15).
-
Потери давления на различных компонентах оборудования (например, фильтрах).
В табл. 13 приведены те же данные для полипропиленовых труб SDR6 при температуре воды +20 °С. Далее приведены номограммы для определения гидравлических потерь в единицах измерения л/с и мм в. ст./м.
Для труб принят коэффициент шероховатости µ=0,007мм. Температура передаваемой среды (вода) +20 °С. Плотность среды 998 кг/м3
Кинематическая вязкость среды 1,02х10-6 м2/c (+20°)
Коэффициент потери давления R равен потере напора в миллибарах на каждый метр длины трубопровода